


- 1419
- 产品价格:面议
- 发货地址:河北石家庄长安区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:238264697公司编号:9059863
- 李老师 微信 13833466981
- 进入店铺 在线留言 QQ咨询 在线询价
河北正规的五轴加工编程培训多长时间 授课模式
- 相关产品:
石家庄德玛数控培训2006年办学至今15年从业经验老师授课,易学,易懂!手把手教学!不限学时,学会为止!
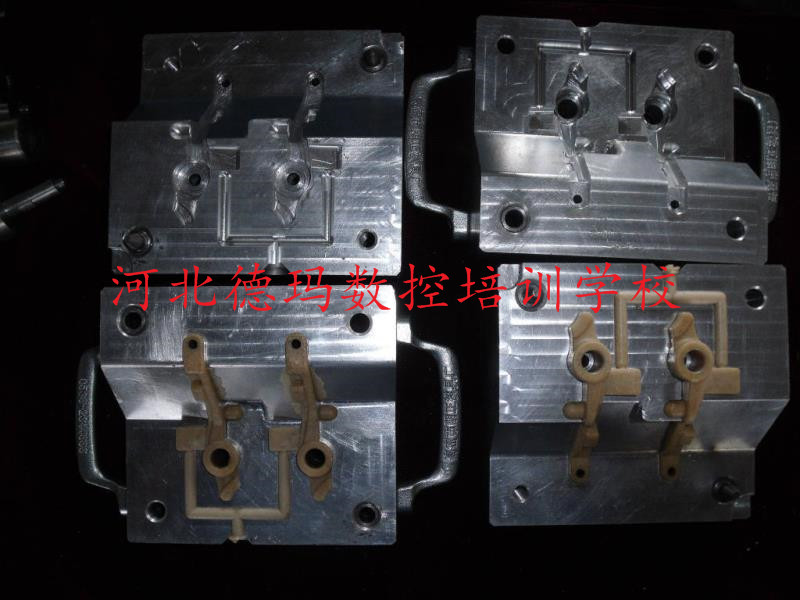
15年来工在模具行业一直保持着的水平,并与全国多家大型模具公司合作。我们产品设计师,模具亲临现场指挥 安排。同时为其提供的模具技术人才和模具设计 产品设计 模具制造研发 模具工艺改善 思路及工艺流程安排等。对于想学技术的人来说也是个难得的机会, (我们着实根据学员基础情况为其安排工程部不同的包括总)手把手的为你传授产品设计 造型编程 模具设计 技术及模具制造实战经验和模具工艺流程,德玛数控模具是石家庄一家集设计公司、模具制造、培训与一体的公司,如果想学到真正技术,请务必要小心选择。一定要实地考查清楚。
现在,数控技术也叫计算机数控技术(CNC,Computerized Numerical Control),目前它是采用计算机实现数字程序控制的技术 [1] 。这种技术用计算机按事先存贮的控制程序来执行对设备的运动轨迹和外设的操作时序逻辑控制功能。由于采用计算机替代原先用硬件逻辑电路组成的数控装置,使输入操作指令的存贮、处理、运算、逻辑判断等各种控制机能的实现,均可通过计算机软件来完成,处理生成的微观指令传送给伺服驱动装置驱动电机或液压执行元件带动设备运行。
在数控切削不锈钢螺纹时应注意:冷却润滑液在数控切削螺纹中的微妙作用,选用较大的前角,使更锋利,以减小切削力和振动。选用较大的后角,减小主后刀面与工件过渡表面的弹性恢复层之间的摩擦,从而可以减轻振动,但是。的前角和后角不能选得过大。否则会导致的强度和散热面积不足,要结合具体情况选用不同的前角和后角,粗加工时可以取小一些,但在精加工时,出于减小径向跳动方面的考虑。则应该取得大一些,使更为锋利,1.使用锋利的在加工时产生径向跳动主要是因为径向切削力加剧了径向跳动,减小径向切削力是减小径向跳动重要原则。
工艺复合型机床如镗铣钻复合—加工中心、车铣复合—车削中心、铣镗钻车复合—复合加工中心等;工序复合型机床如多面多轴联动加工的复合机床和双主轴车削中心等,采用复合机床进行加工。减少了工件装卸、更换和调整的时间以及中间过程中产生的误差,提高了零件加工精度,缩短了产品制造周期,提高了生产效率和制造商的市场反应能力,相对于传统的工序分散的生产方法具有明显的优势,加工过程的复合化也导致了机床向模块化、多轴化发展,德国Index公司 新推出的车削加工中心是模块化结构,该加工中心能够完成车削、铣削、钻削、滚齿、磨削、激光热处理等多种工序。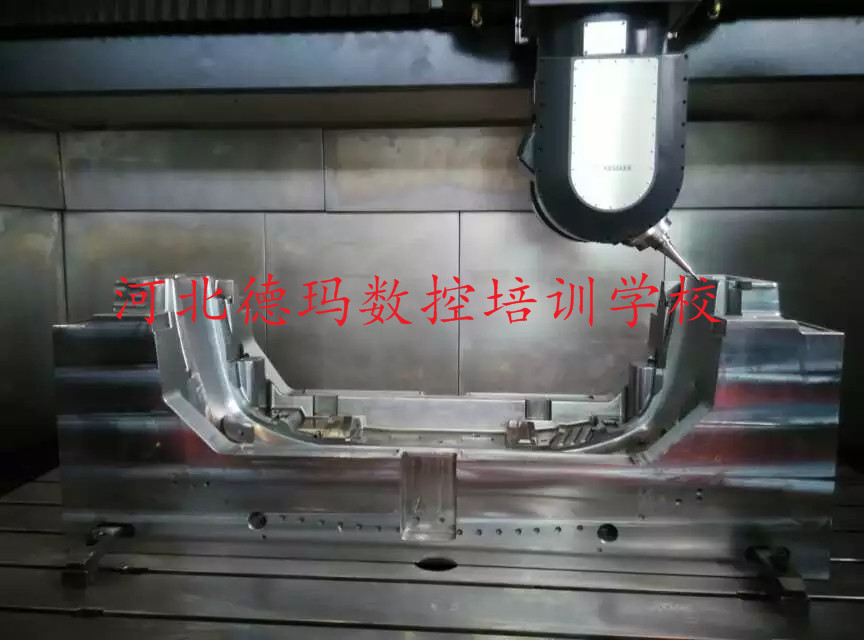
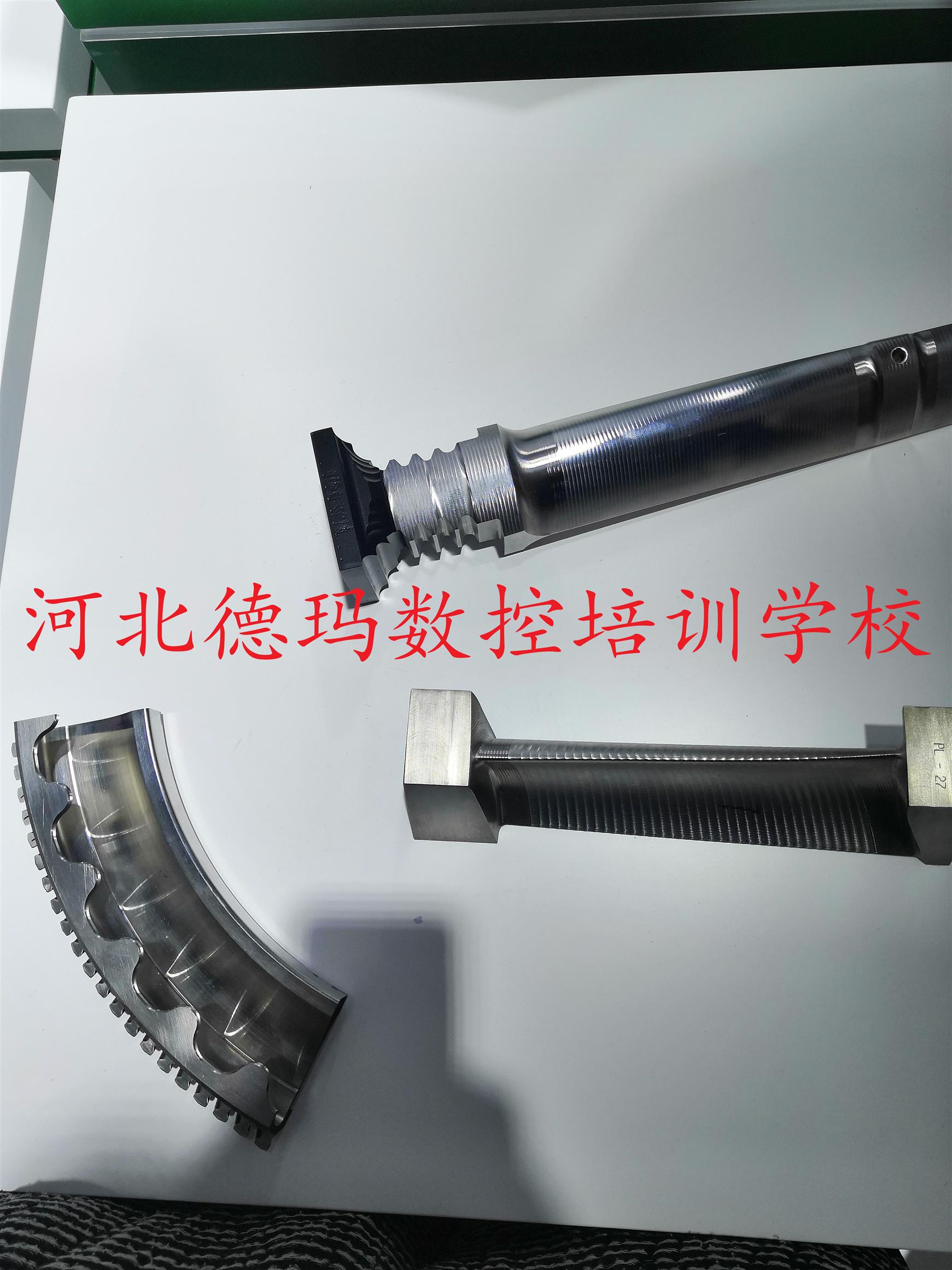
铣刀刀片每一次进入切削时切削刃都要承受冲击载荷,载荷大小取决于切屑的横截面、工件材料和切削类型,切入切出时,切削刃和工件之间是否能正确咬合是一个重要方向,当铣刀轴心线完全位于工件宽度外侧时,在切入时的冲击力是由刀片 外侧的刀尖承受的,这将意味着 初的冲击载荷由 敏感的部位承受,铣刀 后也是以刀尖离开工件。也就是说刀片从开始切削到离开。切削力一直作用在 外侧的刀尖上。直到冲击力卸荷为止,金属加工微信当铣刀的中心线正好位于工件边缘线上时,当切屑厚度达到 大时刀片脱离切削。在切入切出时冲击载荷达到 大。当铣刀轴心线位于工件宽度之内时。
招生对象:1.有志于在设计和工程方面深造的应届初中、高中毕业生、机械模具从业人员 2.大学毕业,找工作能力不够,希望通过强化训练提高技能者 就业岗位:通过长时间的强化训练,培养的工程技术人才,表现良好者可安排工作.








{kind=link}