

- 809
- 产品价格:面议
- 发货地址:河北石家庄长安区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:238264684公司编号:9059863
- 李老师 微信 13833466981
- 进入店铺 在线留言 QQ咨询 在线询价
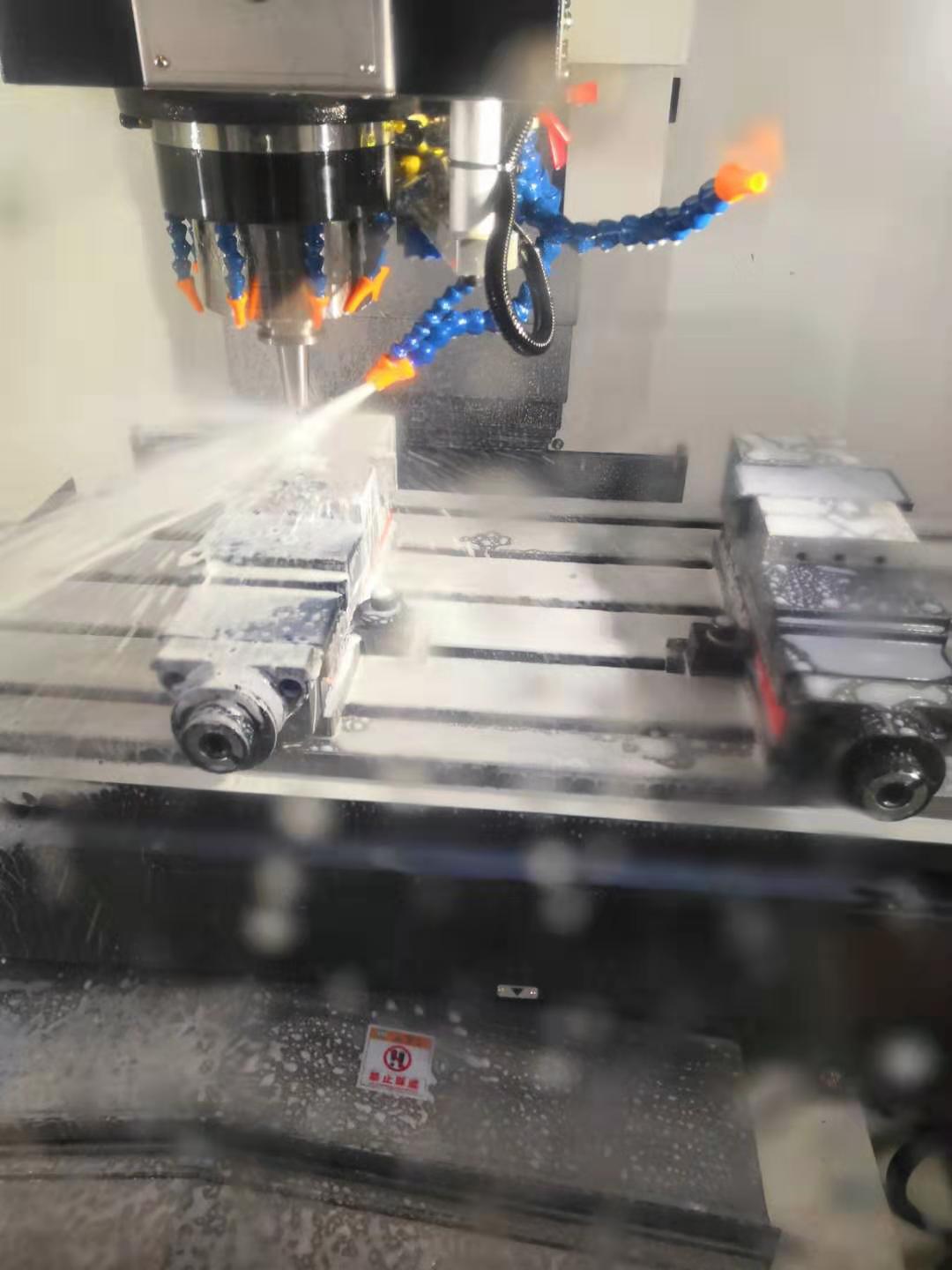
邢台任县数控铣编程培训多长时间 工厂师傅手把手教学
- 相关产品:
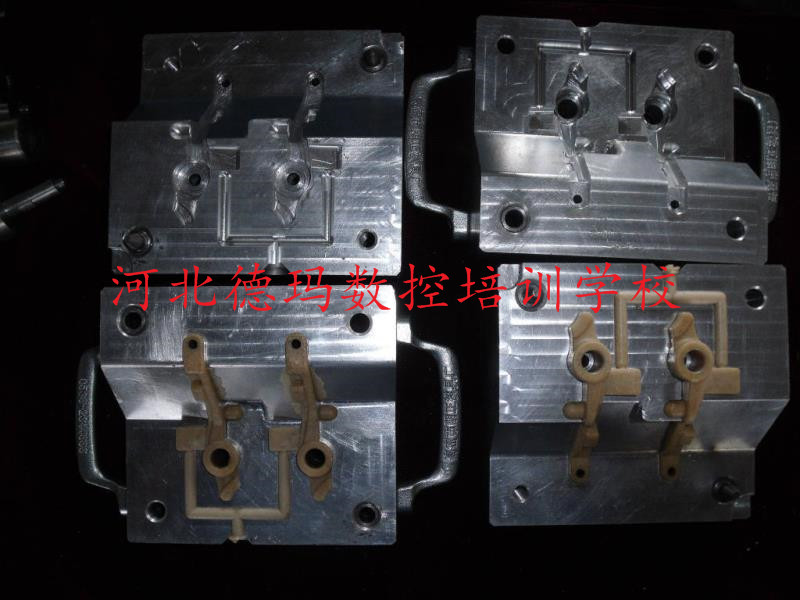
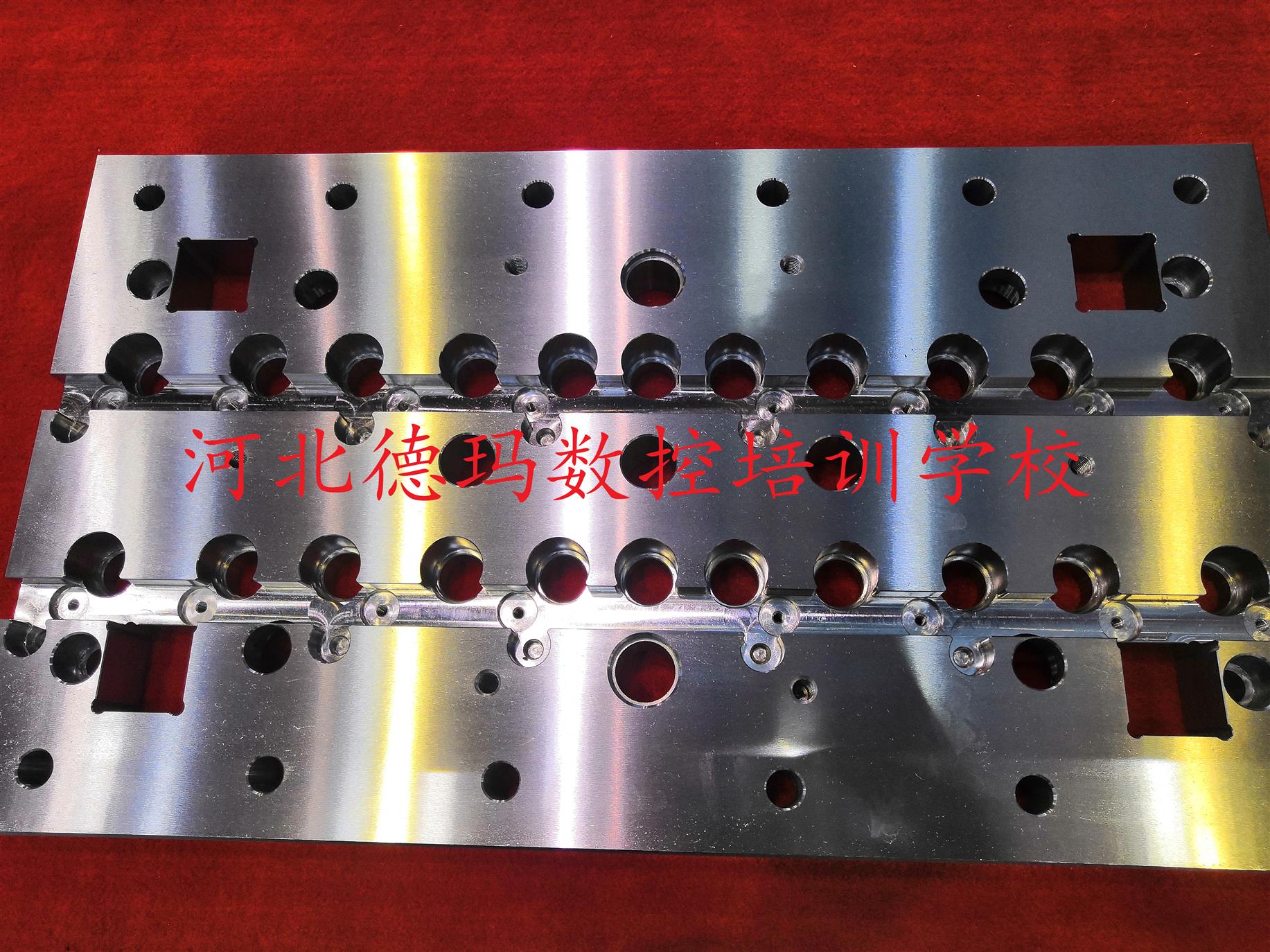
石家庄德玛数控培训数控技术专业课程设置:
机械制图,机械设计基础,机械数控切割机制造基础,液压与气压传动,电工电子技术,数控原理与系统,高等数学,数控加工工艺与编程,机械加工工艺与装备,机床故障诊断与维修,Mastercam,UG设计与制造,车间 实训,质量管理。
ug切削层
控制总的切削深度和每一层切削的深度。
重点掌握用户自定义两个要点:顶层和底层(其实就是点和点)顶层是刀路从哪一层开始切,底层是终切削到哪一层。从顶层到底层又可以分成若干个层,每一层的加工深度不一样。每层的深度我们可以自己控制,为什么要改变每层的深度?首先并不是一定要改变每层深度,可以全部设置成统一深度,这是常用的方式,其次如果我们的加工区域有侧重点,重点加工的部位每次下刀深度要小,这样加工精密,部件表面好,不精密的部位,一次下刀深,更能提率。
刀轴
根据三轴加工中心的刀轴方向,立式机床刀轴选择Z+,卧式机床刀轴选择X+或Y+,而如果机床安装转向头,那么也可以矢量,自定义刀轴的方向,注意刀轴方向与刀尖指向相反即可。补充:一旦刀轴方向改变,应立刻重新选择安全平面(间隙),选择的平面应该垂直于新的刀轴方向。
表面热处理是只加热工件表层,以改变其表层力学性能的金属热处理工艺。为了只加热工件表层而不使过多的热量传入工件内部,使用的热源须具有高的能量密度,即在单位面积的工件上给予较大的热能,使工件表层或局部能短时或瞬时达到高温。表面热处理的主要方法有火焰淬火和感应加热热处理,常用的热源有氧乙炔或氧丙烷等火焰、感应电流、激光和电子束等。化学热处理是通过改变工件表层化学成分、组织和性能的金属热处理工艺。化学热处理与表面热处理不同之处是后者改变了工件表层的化学成分。化学热处理是将工件放在含碳、氮或其它合金元素的介质(气体、液体、固体)中加热,保温较长时间,从而使工件表层渗入碳、氮、硼和铬等元素。渗入元素后,有时还要进行其它热处理工艺如淬火及回火。化学热处理的主要方法有渗碳、渗氮、渗金属。
创建一个非参数基准点阵列。系统不分别为阵列中的点赋名或分配可修改尺寸。当点数很多时,建议使用这种点。选择“设置坐标系”来选择或创建一个坐标系。系统显示“得到坐标系”菜单。选取“选择”来从名称列表菜单中选择一个现有的坐标系,或选择“创建”来创建一个新坐标系。 通过从“设置坐标系类型”菜单中选择“笛卡尔”、“柱坐标”、或“球”选项设置坐标系类型。在“基准点阵列”菜单中选择下列任一选项:“输入点”、“编辑点”或“读取点”。必要时,可重复步骤3到5来设置一个新坐标系并更多的点。操作完成后,选择“完成”。系统用显示基准平面名并用白色显示其标记。通过从“零件”菜单中选择“修改”并选出阵列中的一个点来修改阵列。
金属热处理工艺大体可分为整体热处理、表面热处理和化学热处理类。根据加热介质、加热温度和冷却方法的不同,每类又可区分为若干不同的热处理工艺。同一种金属采用不同的热处理工艺,可获得不同的组织,从而具有不同的性能。钢铁是工业上应用广的金属,而且钢铁显微组织也为复杂,因此钢铁热处理工艺种类繁多。整体热处理是对工件整体加热,然后以适当的速度冷却,获得需要的金相组织,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。退火是将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却,目的是使金属内部组织达到或接衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。
石家庄德玛数控培训招生对象:1.有志于在设计和工程方面深造的应届初中、高中毕业生、机械模具从业人员 2.大学毕业,找工作能力不够,希望通过强化训练提高技能者 就业岗位:通过长时间的强化训练,培养的工程技术人才,表现良好者可留校工作.







{kind=link}